Curtain brands meticulously evaluate material composition, performance metrics, and manufacturing consistency. This ensures optimal light control, UV protection, and product longevity. The selection process for high-quality sun screen fabrics involves a deep understanding of consumer needs and rigorous testing protocols. Brands prioritize fabrics that offer superior UV blockage, glare reduction, and heat insulation. They also maintain aesthetic appeal for consumers.
Curtain brands choose fabrics for good light control and UV protection.
High-quality fabrics block UV rays and reduce heat inside homes.
Polyester, PVC, and fiberglass are common materials for strength and safety.
Fabric weave density affects how much light passes through and how strong it is.
Special coatings make fabrics resistant to mold, fire, and stains.
Brands test fabrics for UV blockage, heat control, and how long they last.
Certifications like OEKO-TEX and Greenguard ensure fabric safety and quality.
Sustainable fabrics use recycled materials and eco-friendly production methods.
Beyond Basic Functionality
Curtain brands understand that consumers expect more than just basic light blocking from their window treatments. High-quality sun screen fabrics offer a range of advanced features. These features enhance comfort, durability, and environmental responsibility.
Consumers seek fabrics that contribute to a comfortable indoor environment. They look for materials that regulate temperature and manage moisture. For instance, breathable fabrics like lightweight cotton, linen, and synthetic blends are designed to be airy. They regulate body temperature and wick away moisture, ensuring comfort. Moisture-wicking properties draw moisture away from the skin, accelerating evaporation. This keeps the interior dry and comfortable. It also helps maintain the integrity of UV protective coatings.
Reputable brands establish high standards for their sun screen fabrics. They prioritize durability and resistance to environmental stresses. These fabrics are often made from robust, synthetic fibers. They also receive treatments with water-resistant and anti-fading technologies. This ensures long-lasting effectiveness. Advanced UV-inhibiting coatings reflect or absorb UV radiation at a molecular level. This enhances protection without significantly altering the fabric's weight, texture, or breathability. High-density fibers, engineered with a tighter construction, naturally block more UV radiation. They also offer durability and resistance to wear and tear. Brands also increasingly offer eco-friendly and sustainable options. These include organic materials, recycled content, biodegradable options, and eco-friendly treatments.
Curtain brands evaluate several key performance indicators to select superior sun screen fabrics. These metrics ensure the fabrics meet specific functional requirements.
Brands assess how much visible light a fabric allows to pass through. They aim for optimal glare reduction, which improves visual comfort. This is crucial for spaces with screens or bright natural light.
A primary function of sun screen fabrics is to block harmful ultraviolet (UV) rays. For residential applications, these fabrics typically block at least 80% of UV rays. Some advanced options can block up to 99% of UV rays. The exact percentage depends on the fabric type, weave, and color.
High-quality fabrics also provide excellent heat insulation. They reduce heat transfer through windows. This helps maintain a stable indoor temperature.
By reducing heat gain in summer and heat loss in winter, these fabrics contribute to energy efficiency. This lowers heating and cooling costs for consumers.
Curtain brands carefully select fibers and blends for sun screen fabrics. This choice directly impacts the fabric's performance and longevity. They also consider the weave density, structure, and specialized treatments. These elements collectively define the fabric's quality and functionality.
Manufacturers meticulously choose fibers and create blends. This ensures the fabrics meet specific performance criteria.
Polyester is a common choice for sun screen fabrics. It offers excellent strength, durability, and cost-effectiveness. Polyester also provides good stretch properties. Manufacturers often choose polyester as the base material for its robust nature.
Manufacturers often coat polyester with PVC. This PVC coating enhances the fabric's overall performance. It contributes to improved resistance against environmental factors.
Fiberglass provides superior stability and inherent fire resistance. Fabrics made with fiberglass offer excellent dimensional stability. They resist stretching and shrinking. This makes them suitable for applications requiring high performance and safety.
Brands often use blended fabrics. These blends combine different fibers to achieve optimized properties. For example, a blend might combine polyester's durability with fiberglass's stability. This creates a fabric with a balanced set of characteristics.
The weave density and structure of sun screen fabrics significantly influence their functionality. These elements determine how the fabric controls light, its strength, and its openness.
The amount of light filtration in drapery materials depends directly on the density and composition of the woven fibers. Sheer, lightweight fabrics only diffuse and soften direct sunlight. As weaves become tighter, with more threads per inch, they create darker rooms. These tighter weaves offer almost opaque shade against glare or UV rays. Medium-density weaves provide noticeable filtration. They still allow visibility and daylight.
Opacity measures the percentage of light blocked. The Openness Factor (OF) indicates the percentage of open area in the weave. The Openness Factor directly influences view-through capability, ventilation, and daytime privacy levels. Lower OF values, such as 1% or 3%, provide superior glare control and privacy. Higher OF values, like 5% or 10%, offer better view-through and natural ventilation.
| Fabric Type | Opacity (%) | Openness Factor (OF) (%) | Light Transmission (%) |
|---|---|---|---|
| Sheer/Screen Fabrics | 5-15 | 5-10 | 85-95 |
| Light-Filtering | 15-50 | 3-5 | 50-85 |
| Room-Darkening | 50-95 | 1-3 | 5-50 |
| Blackout | 95-100 | 0 | 0-5 |
Blackout fabrics achieve near-complete light blocking. They use ultra-dense weave structures that eliminate light penetration pathways. This often combines with specialized coatings, laminated layers, and advanced materials engineered for light elimination.
Tear strength is a critical property for fabrics. Rupture typically occurs through tearing. Localized stress concentrations or damage cause a single yarn to fail. This subsequently increases stress on adjacent yarns. Most fabric structures use coated and laminated fabrics, rather than meshes or films. This achieves enhanced strength and environmental resistance. Common materials include polyester coated with PVC or fiberglass coated with PTFE/silicone.
Polyester is frequently chosen as the base material. It offers strength, durability, cost, and stretch. For instance, vinyl-coated polyester consists of a polyester scrim, an adhesive, and exterior PVC coatings. The polyester scrim provides essential tensile strength, elongation, tear strength, and dimensional stability. This scrim uses high-tenacity, continuous-filament yarns. These yarns maintain their tensile properties even after extensive bending. The base fabric's tensile strength depends directly on the yarn's size (denier), strength (tenacity), and the density of yarns per linear inch or meter. Larger and more numerous yarns result in greater tensile strength for the finished product. Some manufacturing methods place polyester fabric under tension during coating. This ensures identical characteristics in both warp and weft directions. It also increases dimensional stability.
The addition of pumice to fabric coatings significantly increases tear strength. The pumice ratio plays a crucial role in achieving high tear strength in coated fabrics. The application of a secondary layer through the coating process enhances the fabric's resistance to tearing. Furthermore, the bending length of fabrics treated with pumice increases linearly with concentration. This contributes to stiffness. This increased stiffness and tear strength make such materials suitable for durable applications. These include tents, umbrellas, and awnings. Coated fabrics generally exhibit greater bending length and a harder structure compared to raw fabrics. This makes them appropriate for technical textiles in terms of both bending length and tear-strength properties.
The Openness Factor (OF) is a key consideration for sun screen fabrics.
Low Openness (1-3%): This tight weave significantly reduces glare and heat. It offers substantial daytime privacy. The view outside is present but muted. This is ideal for spaces needing critical screen visibility or intense sun exposure.
Medium Openness (3-5%): This weave provides a good balance of clear views, effective glare reduction, and reliable daytime privacy. It is suitable for various common areas.
High Openness (7-14%): This very open weave maximizes views and natural light. It offers some glare and heat reduction. Privacy is minimal. This is best for rooms where the view is paramount and direct sun is less of an issue.
Curtain brands often apply specialized coatings and treatments to fabrics. These enhance performance beyond the base material.
Anti-microbial and anti-fungal treatments prevent the growth of mold, mildew, and bacteria. These applications are crucial in humid environments. They help maintain fabric hygiene and extend product life.
Flame retardant properties are essential for safety. These treatments reduce the flammability of fabrics. They meet strict building codes and safety standards. This provides peace of mind for consumers.
Stain and water repellent finishes protect fabrics from spills and moisture. These finishes make cleaning easier. They also help maintain the fabric's appearance over time.
Brands increasingly offer eco-friendly treatment options. These options improve stain and water repellency with minimal environmental impact. Solar Shield Protection® is an example. It is safe for the environment when applied correctly. Aqua-Tite Green is another option. It is a PFAS-free water and stain repellent treatment. It is environmentally friendly and effective on various fabrics. These include acrylic, nylon, polyester, and cotton. It restores water repellency and protects against moisture and stains.
Other eco-friendly options include:
ReviveX® Wash-In Water Repellent by Gear Aid®: This DWR-restoring water repellent provides long-lasting protection. It works on materials like duck cloth and fleece.
AQUA-TITE® GREEN: This premium outdoor fabric waterproofing product also offers stain protection. It has a very low VOC level. It meets environmental regulations. It is considered the most environmentally friendly water repellent on the market. It uses silicone. It delivers superior performance for restoring water repellency to fabrics. These include acrylic, cotton, nylon, polyester, poly-cotton blends, and Sunbrella™.
Curtain brands subject sun screen fabrics to rigorous testing and certification processes. This ensures their products meet high performance, safety, and quality standards. These evaluations provide consumers with reliable and effective window treatment solutions.
Brands utilize specialized laboratory testing protocols to accurately measure fabric performance. These tests assess various critical properties.
Brands meticulously measure UV transmittance to determine a fabric's ability to block harmful ultraviolet rays. The AATCC 183 standard outlines specific procedures for this measurement. For dry samples, technicians press the fabric against an integrating sphere's transmission aperture. They perform three UV transmission measurements, rotating the sample by 0.79 radians (45°) between each. For multi-colored samples, they identify the region with the highest UV transmission and take three measurements there.
For wet samples, technicians first weigh the fabric and submerge it in distilled water for 30 minutes. They ensure uniform water penetration. Then, they apply pressure to achieve 140±5% water absorption. They cover the observation hole with plastic film to protect the instrument. Finally, they perform the dry state evaluation method, ensuring no moisture evaporation.
Technicians calculate the UV Protection Factor (UPF) for each measurement using a specific formula. This formula considers relative erythema spectral effect, solar spectral irradiance, spectral transmittance, and measurement wavelength interval. They measure the average UPF value by performing three rotational measurements or taking several samples under the same conditions. They also calculate the percentage of blocking for UVA and UVB ranges.
Several international standards guide UV transmittance testing for sun screen fabrics:
EN 13758-1:2006 (EU Standard): This standard specifies test methods for UV resistance in clothing fabrics. It requires testing samples in a dry and relaxed state.
AATCC 183-2014 (US Standard): This standard uses a UV spectrophotometer to measure UV transmittance in both dry and wet states.
ASTM D6544-2012 (US Standard): This standard stipulates that textiles must undergo a series of washes, simulated daily light exposure, and a chlorinated pool water test before UV resistance testing.
ASTM D6603-2010 (US Standard): This standard states that samples can be in three states: original, washed once, and pretreated according to ASTM D6544 requirements.
GB/T 18830-2009 (Chinese Standard): This standard applies to all types of textiles. It considers a product with a UPF value >40 and UV transmittance <5% a 'UV-protective product'.
UV Standard 801 (International Standard): Established in 1998, this standard uses AS/NZS 4399 test methods. It incorporates various factors affecting sunscreen textile effectiveness during daily use.
Brands measure solar reflectance and absorptance to understand how fabrics interact with solar radiation. Reflectance indicates the percentage of solar energy a fabric reflects. Absorptance shows the percentage it absorbs. These metrics are crucial for assessing a fabric's ability to reduce heat gain.
Visible light transmittance analysis quantifies the amount of visible light passing through a fabric. This helps brands determine a fabric's effectiveness in glare reduction and maintaining natural light levels. It directly impacts visual comfort in interior spaces.
Thermal performance evaluation assesses a fabric's insulation properties. Brands use specialized equipment to measure heat transfer through the fabric. This helps them select materials that effectively reduce heat gain in summer and heat loss in winter.
Curtain brands conduct extensive durability and longevity assessments. These tests ensure fabrics withstand daily use and environmental stressors over time.
Abrasion resistance testing determines a fabric's ability to resist wear from rubbing or friction. Brands use specialized machines to simulate continuous rubbing. This helps them select fabrics that maintain their integrity and appearance over many years.
Tear and tensile strength evaluations measure a fabric's resistance to tearing and stretching. Tensile strength indicates the force required to break a fabric when pulled. Tear strength measures the force needed to propagate a tear. These tests ensure the fabric can withstand mechanical stresses during installation and daily operation.
Colorfastness tests assess a fabric's ability to retain its color when exposed to light and washing. Brands expose fabric samples to simulated sunlight and repeated washing cycles. This ensures the fabric will not fade or bleed, maintaining its aesthetic appeal throughout its lifespan.
Dimensional stability under stress evaluates how well a fabric maintains its original size and shape when subjected to various environmental conditions, such as changes in temperature or humidity. This prevents shrinking, stretching, or warping, ensuring the curtains hang correctly and function properly.
Brands ensure their sun screen fabrics adhere to various industry standards. These certifications validate product quality, safety, and environmental responsibility.
OEKO-TEX certification ensures textiles are free from harmful substances. This standard provides confidence that fabrics are safe for human health. It covers a wide range of chemicals and dyes.
Greenguard certification indicates that products meet strict chemical emissions limits. This contributes to healthier indoor air quality. Brands prioritize Greenguard certified fabrics to minimize volatile organic compounds (VOCs) in homes and commercial spaces.
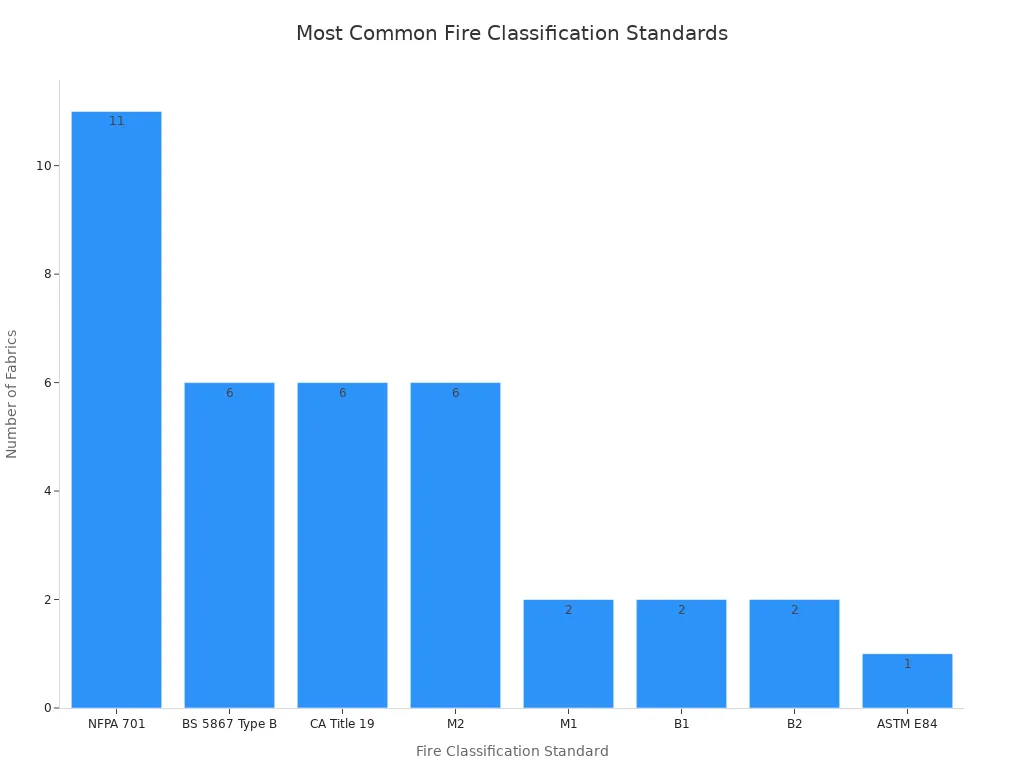
Fire ratings are crucial for safety, especially in commercial and public buildings. Brands ensure their fabrics comply with relevant fire safety standards. For instance, NFPA 701 certification is important in the United States, while BS 5867 certification applies in the United Kingdom. Many fabrics, such as 4700 P, VIEW R, and 4000 L, achieve NFPA 701, M2, BS 5867 Type B, and CA Title 19 classifications.
For safety and compliance in high-traffic commercial or institutional spaces, checking for NFPA 701 certification in the United States and BS 5867 certification in the United Kingdom is important. Suppliers provide documentation verifying compliance. Fireproof roller blinds fabrics are tested to comply with various international fire safety standards, such as NFPA 701 (USA) and BS 5867 (UK), along with DIN 4102 (Germany).
The AS/NZS 4399 standard specifically addresses UV protection in clothing and fabrics. This standard provides a rating system for UV protection factor (UPF). Brands use this certification to assure consumers of a fabric's effectiveness in blocking UV radiation.
Curtain brands meticulously vet suppliers. They ensure the quality and reliability of their sun screen fabrics. This process involves evaluating manufacturers, ensuring batch consistency, and conducting post-production inspections.
Brands carefully assess potential fabric manufacturers. This evaluation covers several key areas.
Brands seek manufacturers with a strong reputation. They look for extensive industry experience. Manufacturers with at least five years of experience often demonstrate stability and mature processes. For example, some companies specialize in automated shading systems for over 16 years.
Brands evaluate a manufacturer's production capabilities and technology. This includes both human and physical resources. They consider staff size; some companies employ over 120 personnel. Factory area is also important; larger spaces, often exceeding 10,000 m², suggest investment in scalable infrastructure and automation. Key performance indicators (KPIs) help distinguish top-tier suppliers. An on-time delivery rate of ≥97% is crucial for inventory planning. A reorder rate of ≥25% reflects client satisfaction and retention. Brands also verify compliance and quality assurance standards. This includes mandatory certifications like CE & RoHS for European imports and ISO 9001 for quality management systems. Industry-specific safety benchmarks, such as BS 5867 for flame-retardant properties and EN 13120 for child safety in blinds, are also important. Brands review proven quality verification methods. These involve sample testing, factory audits, and online performance data.
Brands prioritize manufacturers committed to ethical sourcing and sustainability. Sustainability principles must integrate into the company's business model. This involves assessing and improving environmental footprint, social impact, and economic practices. Companies perform sustainability audits to identify areas for improvement. They measure greenhouse gas emissions, monitor water consumption, and minimize waste production. Brands look for verified sourcing with proof and transparency throughout the material's journey. Third-party credentials and traceable information are essential. Recognized certifications like GOTS, OEKO-TEX Standard 100, GRS, RCS, SA8000, and WRAP indicate adherence to organic, non-toxic, recycled, or ethical labor standards. Brands also evaluate the supplier's plan for continuous improvement.
Manufacturers who invest in research and development (R&D) often offer innovative solutions. This commitment to R&D helps brands stay competitive. It also ensures access to cutting-edge fabric technologies.
Maintaining consistency across fabric batches is crucial. Brands implement strict procedures to achieve this.
Brands rely on standard operating procedures (SOPs). These procedures ensure consistent quality. Fabric inspection is a critical step. It involves thoroughly checking fabric for flaws or defects before production begins. This prevents defective materials from entering the production line. Fabric processing before cutting also enhances quality and stability. Procedures like pre-shrinking, washing, or dyeing minimize issues like shrinkage or color bleeding. The shadeband procedure involves meticulous color matching and monitoring. This ensures uniform color shades across all fabric batches.
Quality control checkpoints are essential throughout the production process. These checkpoints help identify and correct issues early. This prevents inconsistencies in the final product.
Brands employ various methods to minimize color and texture variations. Automated fabric inspection systems use AI and machine learning. They detect imperfections in real-time. This includes variations in color and texture. The 4-point system is another standard method for fabric inspection. It assigns penalty points based on the quality, size, and relevance of defects. This system helps ensure consistency. Brands also inspect incoming textiles for color consistency, strength, and texture. They conduct tests for shrinkage and colorfastness.
After production, brands conduct thorough inspections. This final check ensures products meet all specifications.
Visual defect detection involves careful examination of the finished fabric. Inspectors look for any visible flaws. These include weaving defects, stains, or inconsistencies.
Brands verify that the fabric adheres to all specified requirements. This includes dimensions, weight, and performance characteristics. These checks ensure the product matches the order.
Roll-to-roll quality verification ensures consistency across entire production runs. Each roll of fabric undergoes scrutiny. This guarantees uniform quality from start to finish.
Curtain brands carefully balance visual appeal with practical performance. They ensure their products enhance interior design while providing essential benefits. This balance involves thoughtful consideration of color, texture, drape, and maintenance.
Brands integrate color and texture to meet design trends and optimize performance.
Brands constantly monitor interior design trends. They select colors and textures that complement modern aesthetics. This ensures their products remain relevant and appealing to consumers.
Fabric color significantly impacts light and heat absorption. Dark blinds absorb much more solar energy than light alternatives. This converts energy to heat. This heat can raise room temperatures and increase cooling costs. Dark blinds absorb 60-90% of solar radiation. This converts to heat that radiates into the room. This heat absorption can raise room temperatures by 5-15°F compared to light-colored alternatives. This makes them problematic for spaces needing cool temperatures during hot weather.
Light-colored blinds, especially white and cream, provide superior heat blocking. They use reflective properties that bounce solar radiation away from windows. White and light-colored blinds reflect up to 80% of solar heat. This makes them the most effective choice for reducing heat gain. Light colors have high albedo ratings. They reflect most incident solar radiation back toward its source. White surfaces can reflect 70-90% of solar energy. Dark surfaces may absorb 80-90% of the same energy.
| Blind Color | Heat Reflection Rate | Heat Absorption Rate | Best Application |
|---|---|---|---|
| White | 80-90% | 10-20% | South/West-facing windows |
| Cream/Beige | 70-80% | 20-30% | General applications |
| Light Gray | 60-70% | 30-40% | Office environments |
| Medium Colors | 40-60% | 40-60% | Balanced aesthetics |
| Dark Colors | 20-40% | 60-80% | Privacy/glare control |
| Black | 10-20% | 80-90% | Specialized applications |
Brands choose colors and textures that enhance a room's visual appeal. They ensure the fabrics harmonize with existing interior decor. This creates a cohesive and inviting atmosphere.
The physical characteristics of a fabric contribute to its perceived quality and user experience.
High-quality fabrics drape naturally. They create elegant folds and a sophisticated appearance. This enhances the overall aesthetic of the window treatment.
Brands select materials that offer a smooth tactile experience. EaseEase cellular shades, for example, use premium non-woven fabric. This material is tear-resistant and durable. Project 62 blackout curtains provide excellent light control without a stiff, plasticky feel. These fabrics drape naturally and possess substantial quality without being heavy.
Fabrics with a good hand and feel also contribute to ease of operation. The design ensures easy and silent operation with a gentle pull. This enhances user convenience.
Brands consider the long-term maintenance and care requirements of their fabrics. This ensures durability and customer satisfaction.
Fabrics are chosen for their ease of cleaning. This helps maintain their appearance over time.
Regular Cleaning: Brush off loose dirt with a soft brush or handheld vacuum. Prepare a cleaning solution with mild soap and lukewarm water. Gently clean with a soft cloth or sponge, rinse thoroughly, and air dry. Do not use a dryer.
Deeper Cleaning (Removable Covers): Machine wash on a gentle cycle with cold water and mild laundry detergent. Line dry to prevent shrinkage. Reapply fabric guard treatments if needed.
Tough Stains: For most stains, use mild soap and water. For tougher stains like wine, coffee, or ink, use a mixture of one cup bleach with a gallon of water (test first). Apply, let sit for 10-15 minutes, scrub gently, rinse, and air dry.
Mildew: Mix one part bleach with three parts water. Spray, let sit for a few minutes, scrub with a soft brush, rinse thoroughly, and ensure complete drying.
| Usage Type | Spot Cleaning | Deep Cleaning | Protective Treatment |
|---|---|---|---|
| Outdoor | As needed | Every 1-2 months | Annually |
| Indoor (High-Traffic) | As needed | Every 2-3 months | Every 6 months |
| Indoor (Low-Traffic) | As needed | Every 4-6 months | Annually |
Brands select fabrics resistant to fading and degradation from sunlight exposure. This ensures the curtains retain their color and structural integrity for many years.
Reputable brands offer warranties on their products. This reflects their confidence in the fabric's durability and expected lifespan.
Curtain brands increasingly focus on innovation and sustainability. They integrate advanced technologies and eco-friendly practices into their fabric selection. This approach meets evolving consumer demands for performance and environmental responsibility.
Fabric technology continually evolves. It introduces materials with enhanced capabilities and adaptive properties. These innovations improve user experience and product longevity.
Smart fabrics represent a significant leap forward. They incorporate adaptive properties, allowing them to respond to environmental changes. For example, some fabrics can automatically adjust their opacity based on light conditions. Others offer dynamic thermal regulation, maintaining comfortable indoor temperatures. These intelligent materials provide superior comfort and energy efficiency.
Manufacturers develop enhanced performance materials for superior functionality. These materials often feature advanced compositions. They offer increased durability, lighter weight, and improved thermal insulation. Such innovations ensure fabrics withstand harsh conditions while delivering optimal performance.
Brands prioritize sustainable sourcing and production methods. This commitment reduces environmental impact and promotes responsible manufacturing.
The use of recycled content in fabrics is growing. Brands actively seek materials incorporating post-consumer and post-industrial waste. Sunbrella Renaissance fabrics, for instance, include up to 50% post-industrial recycled Sunbrella fiber. These fabrics are also zero landfill, GREENGUARD Gold Certified, and OEKO-TEX certified. Mermet's GreenScreen fabrics are 100% recyclable, C2C Certified–Bronze, non-PVC, and can contain up to 89% recycled plastic waste. Their Evolve line uses up to 14 recycled water bottles per yard, and Revive fabric includes up to 11 post-consumer water bottles. Mermet also offers a GreenScreen Recovery Program for recycling their products. GALE Pacific and Polyfab USA design products for longevity and recyclability at end-of-life. These recycled fabrics contribute to attenuating the urban heat island effect by reflecting solar radiation. They also protect against skin cancer by blocking UV radiation. Interior shades made from these materials reduce glare and allow natural light, potentially increasing worker productivity.
Low-VOC (Volatile Organic Compound) and eco-friendly manufacturing processes are crucial. The Cradle to Cradle Certified standard evaluates products based on material health, material reuse, renewable energy and carbon management, water stewardship, and social fairness. It ensures products comply with VOC emission testing standards and are free of restricted chemicals. Some fabrics use 100% annually renewable vegetable raw materials instead of oil. This leads to less fossil fuel use and reduced greenhouse gas emissions during raw material production. Eco screen fabrics are often made from 100% recyclable materials and are PVC-free. Independent laboratories test shade fabric materials to ensure no measurable VOCs. Many Roll-A-Shade® solar shade fabrics are Greenguard® certified, indicating low chemical and particulate emissions for indoor use.
Brands design products to help reduce environmental impact throughout production. Innovative fabrics can be mechanically recycled after use. This process converts plastic back into pellets for new applications. Eco screens are manufactured from naturally abundant materials, post-industrial plastic waste, or post-consumer recycled water bottles. This commitment to sustainability minimizes waste and conserves resources.
Curtain brands prioritize high-quality sun screen fabrics through a rigorous selection process. This process scrutinizes material, performance, testing, and supplier reliability. This meticulous approach ensures customers receive effective, durable, and aesthetically pleasing window treatments. The continuous evolution in fabric technology and sustainability practices further refines how brands choose the best sun screen fabrics for modern homes.
Sun screen fabrics primarily control light, block harmful UV rays, and reduce heat transfer. They enhance indoor comfort and protect furnishings from sun damage. Brands select these fabrics for optimal performance and longevity.
Brands measure UV blockage using standards like AATCC 183. This test determines the UV Protection Factor (UPF). It quantifies how effectively a fabric shields against ultraviolet radiation.
The "Openness Factor" indicates the percentage of open area in a fabric's weave. A lower factor means more privacy and glare reduction. A higher factor allows more light and view-through.
Brands frequently choose polyester for its durability, strength, and cost-effectiveness. Polyester also offers good resistance to stretching and shrinking. This makes it a reliable base material.
Certifications like OEKO-TEX ensure fabrics are free from harmful substances. Greenguard certifies low chemical emissions for indoor air quality. Fire ratings like NFPA 701 ensure safety in commercial settings.
Dark sun screen fabrics absorb more solar energy, converting it into heat. This can raise room temperatures. Light-colored fabrics reflect more solar radiation, providing superior heat blocking and keeping rooms cooler.
Yes, brands increasingly offer sustainable options. These include fabrics made from recycled content, such as post-consumer plastic bottles. Manufacturers also use low-VOC and eco-friendly production processes.
Specialized coatings add various benefits. Anti-microbial treatments prevent mold. Flame retardants improve safety. Stain and water repellent finishes make cleaning easier. Eco-friendly options minimize environmental impact.